
| Vi besřker EN STOR NORSK SYKKELFABRIKK. | TEMPO - Jonas Řglćnd, Sandnes ^ back to Tempo main. |
|
Mainpage of ● Tempo.
|
● Norwegian links. ● Advertisements guide.
|
● Norlett motorplenklippere. ● Lappesaker, Jonas Řglćnd. ● VIKING A/S Askim Gummivarefabrik.
|
● Sett pĺ Ekebergmarkedet. ● Mopeden, ĺrets slager. ● Kronblom kjřr moped. ● Jeg tar mopeden. ● Hĺndbok Sachs 50/4. |
[41-60] DBS sykkler. [1949] Vi besřker en stor norsk sykkelfabrikk. [1949] Řglćnd history, article bicycle factory. ● Teknikk for Alle. Norsk vidundercykkel.
|
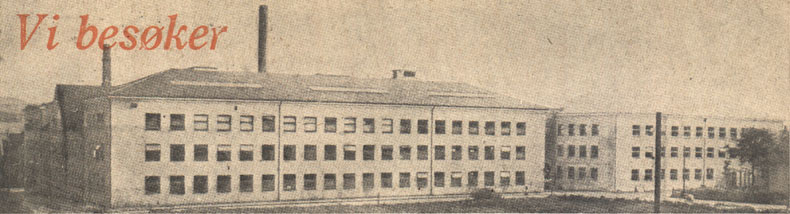
| Vi besřker EN STOR NORSK SYKKELFABRIKK. | Fabrikken sett fra vest. [Norsk - Engelsk.] | TEKNIKK FOR ALLE Nr. 12. 1949. |
|
|
Sykkelen - som i ĺr har en 130-ĺrig historie bak seg - har i lřpet av de siste ĺrtier utviklet seg til ĺ bli det folkeligste og mest utbredte av samtlige kommunikasjonsmidler. Her i landet regner en at hver femte nordmann eier en sykkel, mens hver annen svenske og hver tredje danske er sĺ lykkelige. Ikke minst under krigen med bensinrasjonering og restriksjoner vokste sykkelen voldsomt i popularitet verden over - og etterspřrselen etter sykler i krigsĺrene viser at populariteten stadig stiger. Den moderne sykkel ble ikke til pĺ en dag. Den har i sin utvikling passert en mengde mellomstadier og har hatt et hřyst varierende utseende, siden Karl von Drais i 1817 for fřrste gang fant pĺ ĺ anbringe to hjul etter hverandre i ett plan pĺ et kjřretřy som han kalte «lřpemaskin». Snart var forhjulet střrre enn bakhjulet, snart var det omvendt. Og rammen fulgte med, og gjennomgikk de underligste former. Men allerede fřr ĺrhundreskiftet hadde sykkelen nćrmet seg sterkt til det utseende og den střrrelse den har i dag - forbedringene siden da bestĺr for det meste i tekniske finesser. Omtrent pĺ samme tid begynte sykkelindustriens store oppsving.
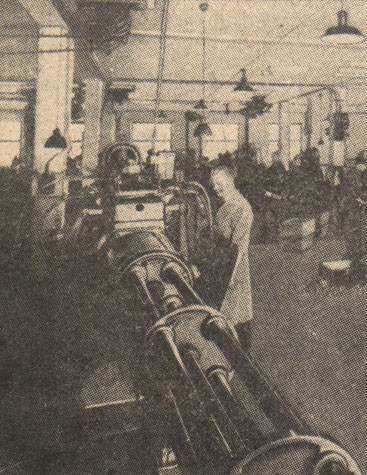
Den moderne storbedriften Řglćnd sykkelfabrikk som vi skal avlegge et besřk i, skriver seg sĺledes fra 1906. Over 400 arbeidere - de aller fleste menn - har sitt daglige arbeid i de store lyse lokalene i den moderne fabrikken pĺ Sandnes - hele kommunens stolthet. Her fremstilles praktisk talt alle delene som trenges til fabrikasjonen av sykler - rammer, styrer, skjermer, seter, nav, eiker, nipler, skruer ete. Et lite begrep om bedriftens střrrelse fĺr en kanskje ogsĺ nĺr en hřrer at den har omkring 500 elektriske motorer i sving. Vi starter rundgangen i den store maskinhallen i fřrste etasje, hvor en finner de fleste og mest interessante maskinene. Lange rekker av automatiske dreiebenker er her i uavbrutt virksomhet fra kl. 7 om morgenen til arbeidstidens slutt.
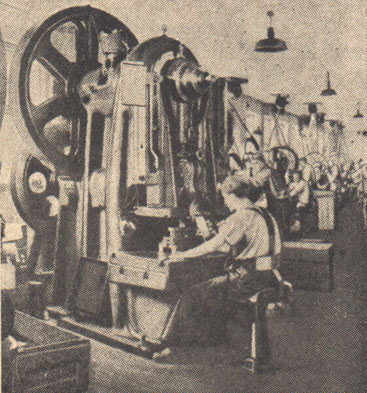
Mens en strřm av kjřleolje plasker over verktřy og materiale, mates to, fire og inntil seks stenger av stĺl eller messing automatisk fram. Maskinene holder dem fast med stĺlkjeftene sine, og gĺr lřs pĺ dem med dreiestĺl, bor og snitteverktřy. Og ut av maskinene hagler med et par sekunders mellomrom skruer, muttere, koner og alle de smĺdelene som gĺr med i en sykkel. Lange stĺlspon hvirvles til siden, mens de ferdige delene faller ned i en samlekasse. I denne avdelingen finner vi ogsĺ en rekke svćre presser, av vidt forskjellig střrrelse og utfřrelse. F. eks. en 200 tonns presse som pĺ en ytterst enkel mĺte lager de to hullene i rammens gaffelstykke;' som over- og understangen skal festes til. Videre en 75 tonns presse som břyer til bagasjebćrerne, med magnetisk utlřsning for at arbeideren ikke skal ha sjanse til ĺ fĺ sine hender řdelagt. Det buldrer og drřnner i de store tunge pressene, og det knepper i smĺpressene. En herlig musikk i řrene pĺ teknisk interesserte.
I en annen avdeling i fřrste etasje blir rammene sveiset I sliperiet - som ogsĺ ligger i fřrste etasje - slipes se delene fřr den videre behandling, fornikling, forkromming eller lakkering. En del av arbeidet utfřres som hendsliping, men en rekke slipemaskiner er ogsĺ i bruk. Her kan en se en halvautomatisk slipemaskin som tar seg av det store tannhjulet i sykkelkransen. Og her ser en en slipemaskin med en rekke lřst opphengte slipemaskiner som sřrger for at selv det snodde styret blir helt renslipt.
Produksjonen av felger og skjermer er ikke mindre interessant. Felgmaterialet kommer i form av profilstĺl i kveiler fra stĺlverkene. Kveilen settes opp i en valsemaskin, og pĺ sin gang gjennom denne fĺr bĺndet sin felgeprofil og rundes til den diameter felgen skal ha. Hele kveilen blir etter valsingen fřrt videre til en kuttemaskin, som kutter bendet opp i felgelengder, som sĺ gĺr videre til de elektriske sveisemaskinene. Men ennĺ mĺ felgen gjennomgĺ mange operasjoner - sliping, retting og hullstansing - fřr de kan sendes videre til lakkerings- eller forniklingsavdelingen. Fremstillingen av skjermer foregĺr stort sett pĺ samme mĺten. Lakkeringen utfřres etter forskjellige metoder. Enkelte deler, som f. eks. rammene, blir dyppet i svaere kar med asfaltlakk og hengt pĺ stativer. Andre deler, som f. eks. gaffelen som gjerne har et forkrommet felt, blir sprřytelakkert. Stafferingen foregĺr derimot for hĺnden med alminnelig pensel, og stiller store krav til den som skal feste de smale strekene pe felg og ramme. I langtunnelen - hvor temperaturen er oppe i 220 gr. - er det plass til i alt syv vogner, som hver rommer 36 rammer eller 72 felger eller henimot 200 skjermer. I denne ovnen brennes se lakken inn - og delene kommer skinnende blanke ut igjen ca. 1 time senere. Forkrommings-prosessen er det ogsĺ interessant e fřlge. Delene fĺr fřrst en omhyggelig forbehandling bl. a. i elektrolytiske bad, og ger se over i nikkelbadene. Et par av disse er store karusell-bad, det ene med mange tusen liters vaeskeinnhold, som delene gĺr sin rundtur i. Etter forniklingen blir delene polert opp til hřyglans og ger se til forkrommingsbadet, hvor de fĺr sitt krombelegg.
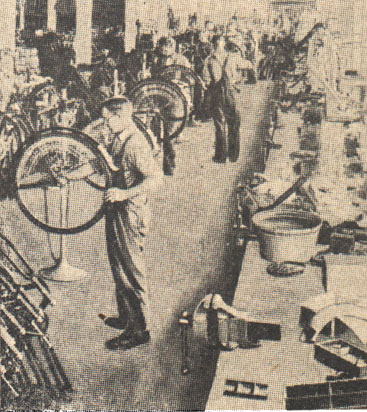
Omsider samles sĺ alle de ferdige delene i monteringahallen i annen etasje. Enkelte deler er da allerede montert sammen, f. eks. nav, bremser, seter, pedaler og hjul. Disse monteringsarbeidene utfřres vesentlig av flittige kvinnehender, mens f. eks. ramme- og sykkelmonteringen er forbeholdt mannfolkene. Rammen og deler samles hos sykkelmontřrene som stĺr i rad og rekke, travelt opptatt ved sine stativer. Under prřving, kontroll og atter kontroll, bygges syklene opp til de stĺr fullt ferdige og kan sendes videre til pakkeavdelingen.
En ville ikke fett et fullstendig inntrykk av denne moderne sykkelfabrikken om en ikke ogse avlegger et besřk i motorsykkelavdelingen og tar en titt pĺ produksjonen av Norges eneste motorsykkel - en sĺkalt "lettvekter" pĺ 125 kb.cm. Produksjonen av de enkelte delene, rammene, hjulene, styrene etc. foregĺr etter samme prinsipper og til dels ogsĺ i de samme maskiner som fremstillingen av sykkeldelene. Denne avdelingen blir derfor ganske enkelt en monteringsavdeling. Driften her gĺr ikke pĺ langt near for fullt, men ĺrsaken til det er utelukkende landets valutasituasjon. Motorene mĺ nemlig importeres fra utlandet - nćrmere bestemt England - og myndighetene kan ikke under de nĺvearende forhold avse tilstrekkelig kvanta fremmed valuta til slik import.
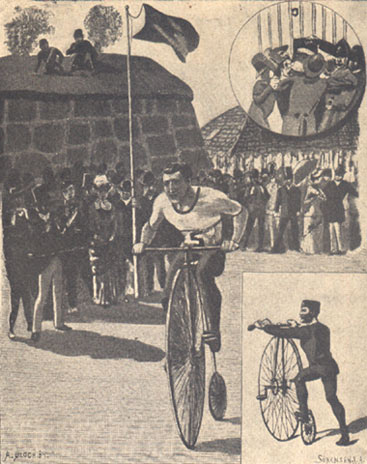
<-- Scene fra et kappritt i Christiania i 1884, med de berřmte eller beryktede "Veltepettere". Ringene var pĺ denne tid fremdeles lagd av jernbĺnd. Det ble en fullstendig revolusjon pĺ sykkelfabrikasjonens omrĺde da den irske dyrlege John B. Dunlop i 1888 konstruerte sin luftring. Del fortelles at han fikk ideen til oppfinnelsen av sin sönn som hadde tatt en gummislange fra hans laboratorium, pumpet den opp og lagt den pĺ sin trehjuls barnesykkel.
|

| logo |
Tempo
main. |


 -63
-63


 -67
-67




![]() -55
-55






 -58
-58
 -58
-58
 -57
-57

![]()
 -60
-60

 -72
-72
 -65
-65



 ● Arrow
(One way links here, down).
● Arrow
(One way links here, down).


 ●
Ino-ped
●
Ino-ped


 ● Mammut
● Mammut







 ●
Olympic
●
Olympic
 ●
Standard
●
Standard



 ● Svithun
● Svithun
 ●
Tambar
●
Tambar


![]() ● Trygg
● Trygg
 ●
Westby
●
Westby
![]()

 ●
Trygg
●
Trygg
![]()
 ●
Řglćnd
●
Řglćnd

![]()


![]()











![]()
![]()
![]()

![]()
